














































































БЛОК ТОКАРНОЙ ОБРАБОТКИ (ОБДИРКИ) ПРУТКА состоит из стального корпуса, представляющего собой жесткую сварную конструкцию со снятыми остаточными напряжениями, со встроенным шпинделем. Двухскоростной зубчатый редуктор шпинделя приводится в действие от зубчатого ремня, который, в свою очередь, запускается двигателем переменного тока мощностью 250 кВт с бесступенчатой регулировкой, получающего управление от преобразователя переменного тока. Шпиндель вращается на высокоточных радиально-упорных подшипниках и является носителем обдирочной головки.
Все подшипники главного шпинделя находятся под непрерывным контролем термореле. При перегреве подшипников происходит автоматическое выключение станка.
Непосредственно перед обдирочной головкой находятся самоцентрирующиеся входные направляющие обрабатываемого материала, гасящие вибрацию и обеспечивающие оптимальные результаты обработки (обдирки). Аналогичная система используется на стороне выхода. В эти блоки заложен весь диапазон рабочих диаметров.
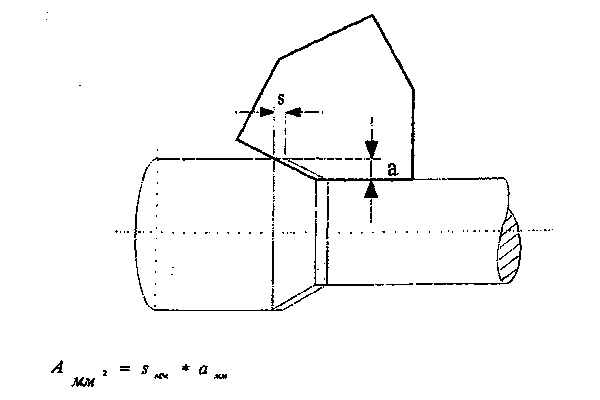
Зависимости, отношения сечения стружки s: a
Одно и то же поперечное сечение стружки величиной А мм2 может быть получено с помощью либо малого, либо высокого коэффициента отношения s: а., например, 0,5 мм, а = 10 мм или s = 1 мм, а = 5 мм.
Низкий коэффициент s: а (примерно 1: 16…1: 20) приведет к получению тонкой, легко разматывающейся стружки, увеличению скорости резания, увеличению срока службы режущего инструмента и получению чистой поверхности.
Высокий коэффициент s: а используется (не слишком часто) для токарной резки холоднокатаных или литых поверхностей. Таким образом, он позволит защитить режущие кромки, обеспечивая при этом низкое электропотребление станка.
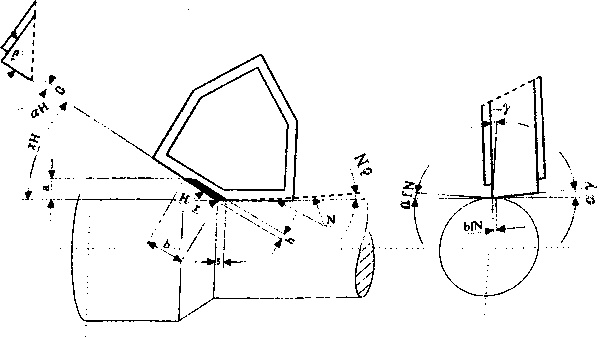
Углы и зазоры вставок режущего инструмента с отрицательным углом резки с блоком отвода стружки
Н = первичная (главная) режущая кромка с выбором заднего угла, х Н г 10° - 30°
N = вторичная режущая кромка с выбором заднего угла, 8N = 5' - 30'
В = ширина канавки отвода стружки
NgEd = отрицательная первичная (главная) режущая кромка под углом р
bfN = ширина рабочей поверхности для точного шлифования вторичной режущей кромки
ocfN = угол скоса кромки для точного шлифования вторичной режущей кромки
осН = задний угол первичной (главной) или основной режущей кромки
а у = отрицательный угол вторичной режущей кромки
X Н = установленный угол (угол наклона) первичной (главной) режущей кромки
β = угол клина
ʎ = передний угол резца
б N = возможность регулировки угла вторичной режущей кромки
а = глубина реза
b = ширина реза
h = толщина реза
г = радиус закругления вершины режущего инструмента
s = подача
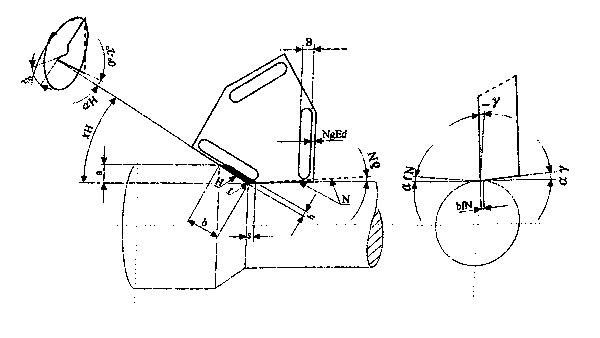
Передний угол режущего инструмента (+ или - у) (угол реза или угол снятия стружки)
Передний угол (у) оказывает непосредственное влияние на поток стружки, т.е. на усилие на режущей кромке при стружкообразовании, обжимку, нагрев режущей кромки и, соответственно, ее износ.
При использовании режущего инструмента с отрицательным передним углом усилие резания, потребление электроэнергии и нагрузка на станок значительно увеличиваются по сравнению с работой с положительным углом. Нагрев заготовок увеличивается. Однако только отрицательный передний угол дает технические преимущества при токарной обработке на станке.
(Н) Первичная (главная) режущая кромка с выбором заднего угла, уН ~ 10° - 30°
Качество сталей, приводящих к образованию непрерывной стружки, требуют применения устройства для стружколомания и отвода стружки. Для этого на каждой режущей кромке твёрдосплавной пластины WNMFимеется встроенное устройство для направления стружки или литой стружкоотражатель в верхней части. Конструкция обоих устройств обеспечивает отличное удаление стружки и удобную форму стружки.
Стружку можно легко убрать с рабочего пространства обдирочного станка. Форма переднего угла первичных режущих кромок обеспечивают возможность постепенной и плавной резки.
(ХН) Установка угла наклона первичной (главной) режущей кромки.